我们精心制作的<台湾>【当地】钢锭模具钢厂家产地批发产品视频已经准备就绪,【解锁新品!】<台湾>【当地】钢锭模具钢厂家产地批发产品视频,带你穿越新品体验之旅!
以下是:台湾<台湾>【当地】钢锭模具钢厂家产地批发的图文介绍
您购买 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、优秀的业务合作伙伴,我们拥有专职的技术人员为您提供售前丰富的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品介绍、售中给您专业的建议、售后施工指导等服务,新物通物资有限公司一直在您身边,带给您性能优越、品质可靠且环境友好的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品。



专业修补剂表面处理:除去铸钢件表面松动物质,采用喷砂、电砂轮、钢丝刷或粗砂纸等方式打磨,提高修复表面的粗糙度,使用丙酮清洗剂擦拭,以清洁接着表面。
专业修补剂涂胶:修补剂是由A、B双组份组成,使用时严格按规定的配合比将主剂A和固化剂B充分混合至颜色均匀一致,并在规定的可使用时间内用完,剩余的胶不可再用。
专业修补剂将混合好的修补剂涂抹在经处理过的基体表面,涂抹时应用力均匀,反复按压,保证材料与铸钢件的基体表面充分接触,以达到更佳的效果。需多层涂胶时,需对原涂胶表面进行处理后再涂抹。
专业修补剂在低于气温25℃时可适当延长固化时间,当气温低于15℃时,采用适当的热源进行加热(红外线、电炉等),但加热时不可以直接接触铸钢件的修补部位,正确操作是热源离修补表面40cm以上,60~80℃保持2~3小时。



就浇注速度而言,在保证型腔内的气体排出顺畅的条件下,对要求同时凝固的铸件可采用较高浇注速度,对要求实现顺序凝固的铸件,尽可能采用较低的浇注速度。
就浇注操作要求而言一般需要按照以下几点来遵守:a。浇注大、中型铸钢件,钢水要在钢包内静置1-2min镇静后进行浇注。b。浇注后待铸件凝固完毕,要及时卸除压铁和箱卡,以减少铸件收缩阻力,避免铸件产生裂纹缺陷。
铸钢件是金属物件,它很多不同的形状,铸钢件加工过程非常复杂但又具有创造性,那么铸钢件加工的工艺特色是怎样的呢?
大型铸钢件加工及工艺设计需要考虑很多的工艺方面的条件要素,也需要运用很多的设计技巧。一些在小件中不显眼的因素,在大件中就会产生大的影响。大型铸钢批量小,工艺试验和改进也比较困难,要求其设计者具有有丰富的行业知识和设计经验。


溅。
浇铸时大气中的氧将进入钢锭,使钢液二次氧化而降低钢的质量。浇铸高质量钢时,需用惰性气体氩保护与空气接触的钢流,用合成固体渣粉保护模中上升的钢液面。
镇静钢锭锭身凝固时所造成的体积收缩需用帽头内钢液来补充,因此可适当延长帽头浇铸时间。一般帽头注速比锭身注速慢一倍左右。
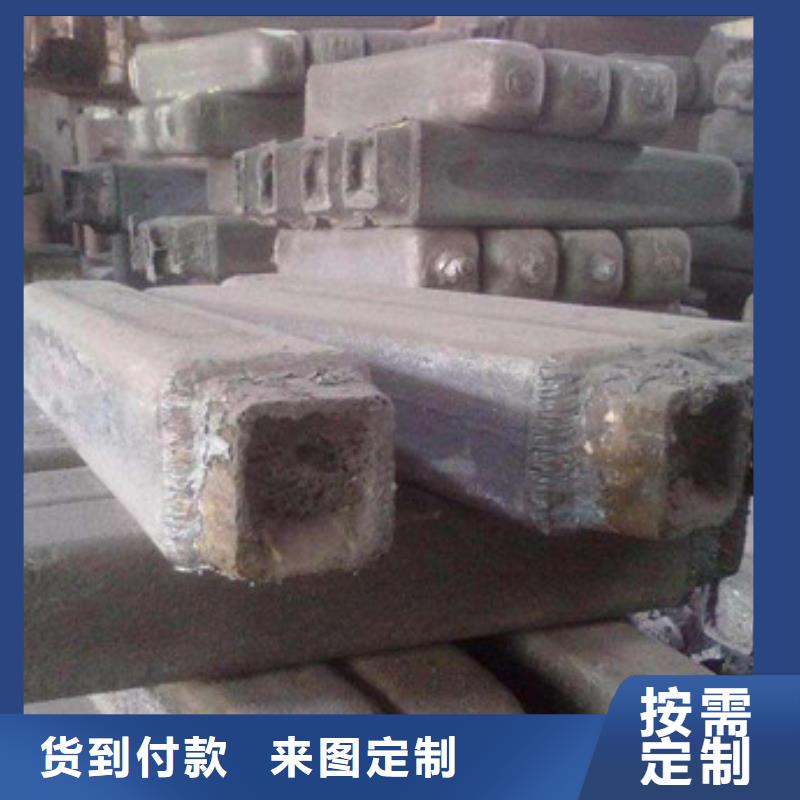
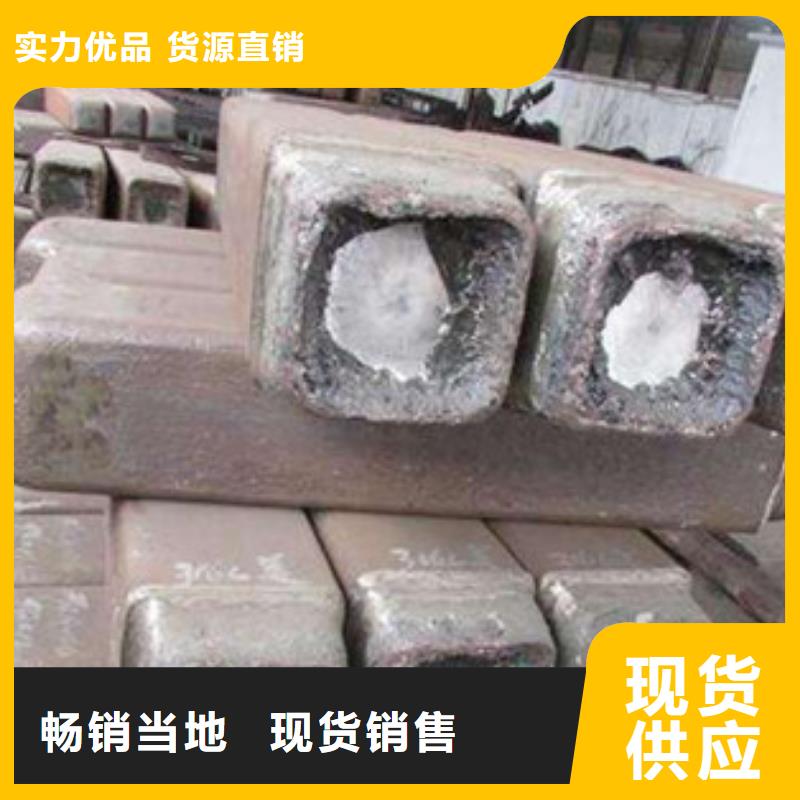
在铸锭过程中由于操作不当或注速、铸温控制不当,会使铸成的锭有种种缺陷。常见的缺陷为:钢锭表面的结疤、重皮和纵、横裂纹,内部的残余缩孔、皮下气泡、疏松和偏析,混入钢中的耐火物和炉渣、灰尘造成的夹杂等。这些缺陷能大大降低钢锭的成坯率,甚至使整个钢锭报废。
未净钢
钢锭只经过了最基本( 限)的脱氧处理。钢锭凝固时,钢锭模的四周及底部生成一层接近纯铁的金属层,而碳、硫及磷等则于中央收缩孔附近生成偏折。








 扫一扫
扫一扫